|
’™“™£ļ‘ŕ÷∆‘žĻ§ėIģa∆∑ĶńŖ^≥Ő÷–£¨ěťŃňĹ‚≤ĘĪOŅōģa∆∑Ŕ|ŃŅĶń◊ÉĽĮ£¨ĪōŪö∂®∆ŕ≥ť»°ė”ĪĺôzÚě£¨“‘◊ųěťťL∆ŕ÷∆≥Őń‹Ń¶∑÷őŲŇc÷∆≥Őłń…∆Ķń–ŇŌĘ°£ńŅ«į÷ų“™”–∆Ŗīů ÷∑® «”√ĀŪ◊Ų÷∆≥Őń‹Ń¶∑÷őŲ”√Ķń,∆š÷–Ļ‹÷∆ąDĺÕ «łń…∆÷∆≥Ő∆∑Ŕ|◊Ó÷ų“™ĶńĻ§ĺŖ÷ģ“Ľ°£
Ļ‹÷∆ąD
Ļ‹÷∆ąD
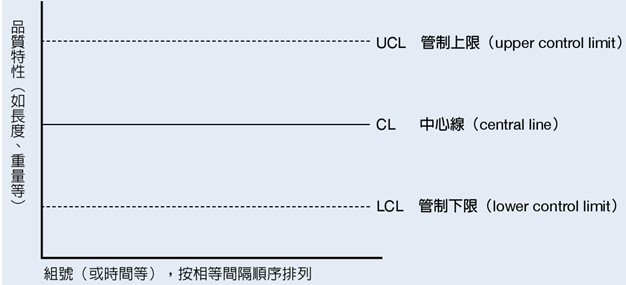
ĺÕ «į—÷∆≥Ő÷–ňý ’ľĮ∆∑Ŕ|Őō–‘ĶńŃŅúyŔYŃŌľ”“‘’ŻņŪ,≤Ę”čň„∆šőĽ÷√Ĺy”čŃŅ(∆ĹĺýĒĶ°Ę÷–őĽĒĶ)ľį◊ÉģźĹy”čŃŅ(ėňú ≤Ó°Ę»ęĺŗ),‘Ŕ“ņĹy”čĆWĶń÷–—ŽėOŌř∂®ņŪ,į—ňý«ůĶ√÷∆≥Ő∆Ĺĺýľį◊ÉģźĶń÷––ńĺÄŇc…Ō°ĘŌ¬Ļ‹ņŪ÷∆ĹÁŌřņL÷∆≥…ąD,ĹŚ“‘Ň–Ēŗ÷∆≥Ő∆∑Ŕ|Őō–‘ŽSērťgĶń◊ÉĽĮ†Óõr,Ļ‹÷∆ąD¨F“—≥…ěťĪOŅō÷∆≥Ő∆∑Ŕ|≤ĽŅ…ĽÚ»ĪĶńĻ§ĺŖ.
‘ŕĻ‹÷∆ąD…Ō,ôM◊Ýėň≥£”√“‘ĪŪ ĺ÷∆∆∑Ķńė”ĹM–ÚŐĖĽÚērťgĄe,Ņv◊ÝėňīķĪŪ∆∑Ŕ|Őō–‘ĶńŃŅúy÷Ķ.Ļ‹÷∆ąDņL÷∆ĶńńŅĶń, «“™”Ü≥ŲĻ‹ņŪĹÁŌř,ĹŚ“‘Ň–Ēŗ÷∆≥Ő «∑Ů”–ģź≥£†Óõrįl…ķ,“‘ņŻôz”Ďłń…∆,ī_Ī£÷∆≥ŐĺS≥÷‘ŕŃľļ√ĶńĻ‹÷∆†ÓĎB.ļÜ—‘÷ģ,Ļ‹÷∆ąD÷ľ‘ŕŐŠĻ©÷∆≥Ő «∑Ů≥ ∑Ä∂®†ÓĎBĶńŔY”ć,“‘◊ųěť∆∑Ŕ|łńŖMĶń“ņďĢ.Ō¬ąDěťĻ‹÷∆ąDĶńĽýĪĺĹYėč£ļ
ôC”Ų‘≠“ÚŇc∑«ôC”Ų‘≠“Ú
Ļ‹÷∆ąD≥£į—÷∆≥Ő∆∑Ŕ|◊ÉģźĶń‘≠“Ú∑÷ěťôC”Ų‘≠“ÚŇc∑«ôC”Ų‘≠“ÚÉ…∑N,∆š÷–∑«ôC”Ų‘≠“Ú «÷∆≥Ő∑÷őŲ÷––Ť“™ŐōĄe◊Ę“‚«“ĪōŪö≤…»°––Ą”Ķń,∂ÝôC”Ų‘≠“ÚÕ®≥£ «◊‘»Ľ¨FŌů,≤Ę≤Ľ–Ť“™ŐōĄeŐéņŪ.
ôC”Ų‘≠“Úňý‘ž≥…Ķń∆∑Ŕ|◊Éģź,‘ŕ…ķģaŖ^≥Ő÷– «≤ĽŅ…Ī‹√‚Ķń,Õ¨“Ľ◊ųėI»ňÜT‘ŕŌŗÕ¨Ķń≤Ŕ◊ųólľĢŌ¬,÷∆‘ž≥ŲĀŪĶń≥…∆∑Ņ…ń‹”––©≤Óģź,Õ¨ė”«ť–ő“≤Ņ…ń‹įl…ķ‘ŕÕ¨“Ľ≤ŅôC∆ų,Õ¨“Ľ∑N≤ńŃŌ…Ō,Ŗ@∑N≤Óģź÷Ľń‹öwĆŔ”ŕ◊‘»Ľ¨FŌů.»Ű÷∆≥Ő÷Ľ≥Ų¨F”…ôC”Ų‘≠“Úģa…ķĶń◊Éģź,ĄtŖ@÷∆≥ŐŅ…“ēěť≥ ¨F∑Ä∂®Ķń’ż≥£†ÓĎB.
∑«ôC”Ų‘≠“Ú «÷∆≥Ő ‹ĶĹ“Ľ–©Őō ‚“ÚňōĶń”įŪĎ,įŁņ®ôCĺŖ‘O∂® ßģĒ°Ę≤Ŕ◊ų ß’`ĽÚ≤ńŃŌ≤Ľľ—,Ŗ@Óź◊ÉģźÕ®≥£Ņ…‘ŕ◊∑≤ť≥Ų‘≠“Úļů≤…»°Ć¶≤Ŗ”Ť“‘ŇŇ≥ż.◊∑≤ť∑«ôC”Ų‘≠“ÚŅ…”…5MĀŪ∑÷őŲ:
•
Man-- «∑Ů «»ňěť Ť ߣĽ
•
Machine--ôC∆ų «∑ŮőīĪ£ūB£Ľ
•
Material--≤ńŃŌ «∑Ů“—◊ÉĽĮ£Ľ
•
Method--≤Ŕ◊ų∑Ĺ∑® «∑Ů≤ĽģĒ£Ľ
•
Measurement--ŃŅúyĻ§ĺŖ «∑Ů ßú °£
∑«ôC”Ų‘≠“Úňý‘ž≥…Ķń∆∑Ŕ|◊ÉģźÕ®≥£›^īů«“›^√ųÔ@£¨“Úīň÷∆≥Ő»Ű≥Ų¨F∑«ôC”Ų‘≠“ÚĶń◊Éģź£¨ĪŪ ĺŖ@÷∆≥Ő≥ ¨F≤Ľ∑Ä∂®Ķńģź≥£†ÓĎB°£
ģź≥£Ļ‹÷∆ąDĶń∑÷őŲ
∆∑Ŕ|»ňÜTŅ…ĹŚ”…Ļ‹ņŪąD÷–ė”ĪĺŁcĶń∑÷≤ľ «∑Ů≥Ų¨FŌ¬Ń–ģź≥£¨FŌů£¨ĀŪ—–Ň–÷∆≥Ő∆∑Ŕ| «∑Ů≥Ų¨Fģź≥£◊ÉģźĶńÔLŽU°£
•
“›≥ŲĻ‹÷∆…ŌŌ¬Ōř
“Ľį„∂Ý—‘£¨»Ű”–“ĽŁc“›≥ŲĻ‹÷∆ĹÁŌřÕ‚£¨ĺÕŅ…Ň–∂®÷∆≥Ő≥Ų¨Fģź≥£°£

•
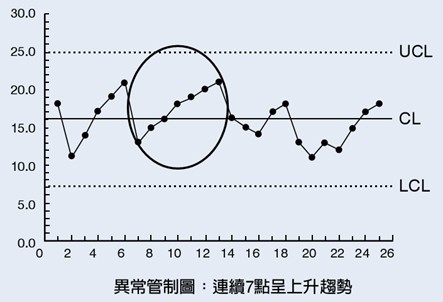
ŖBīģÉAŌÚŇcŕÖĄ›
ŖBņm7Łc“‘…Ō≥Ų¨F‘ŕ÷––ńĺÄĶń…Ō∑ĹĽÚŌ¬∑Ĺ£¨ĺÕėč≥…ŖBīģ£ĽŖBņm”–7Łc“‘…Ō≥ “Ľ¬∑…Ō…żĽÚŌ¬ĹĶĶńŕÖĄ›°£
łĹ:
SPCĻ‹÷∆ąD‹õľĢ√‚ŔMŌ¬›d
|
