|
’™“™£∫÷∆≥ÃС¶÷∏îµ(sh®¥)∑÷Œˆ÷˜“™æÕ «¿˚”√CPKÕ∆“∆àDÅÌ¡ÀΩ‚ƒ≥ÌóÆa(ch®£n)∆∑µƒƒ≥“ª÷ÿ“™πÐ÷∆Ãÿ–‘‘⁄“ª∂ŒïrÈgÉ»(n®®i)µƒ∫Í”^∆∑Ÿ|(zh®¨)◊ɪØÝÓëB(t®§i)°£
CPKÕ∆“∆àD–Ë“™‘O(sh®®)∂®“ªCPKƒøòÀ÷µ£¨»Áœ¬ «CPKƒøòÀ÷µ‘O(sh®®)∂®µƒ∑Ω∑®£∫
“ª∞„‘O(sh®®)∂®ûÈ1.33ªÚ1.54£®6.9PPM£©,“≤ø…∏˘ì˛(j®¥)åçÎH«Èõr£¨±»»Á≥ˆ¨F(xi®§n)∆∑Ÿ|(zh®¨)±»ð^≤Ó‘⁄0.7◊Û”“£¨œ£Õ˚þ_µΩ1.0£®2700PPM£©£¨æÕø…‘O(sh®®)¡¢ƒøòÀ÷µûÈ1.0°£
”ãÀ„CPK÷µ
ÎpþÖ“é(gu®©)∏Ò£∫CPK=£®1-Ca£©*Cp ∆‰÷–£¨CPK÷µ‘Ω¥Û±Ì æ÷∆≥ÃС¶‘Ωèä
ÜŒþÖ“é(gu®©)∏Ò£∫CPK=Cp
—a≥‰£∫
Ca:ú ¥_∂»£¨±Ì æ÷∆≥ÃÃÿ–‘÷––ƒŒª÷√µƒ∆´“∆≥Ã∂»£¨÷µµ»¡„±Ì æ≤ª∆´“∆£¨÷µ‘Ω¥Û±Ì æ∆´“∆‘Ω¥Û°£
Cp£∫æ´¥_∂»£¨±Ì æ÷∆≥ÃÃÿ–‘µƒ“ª÷¬–‘≥Ã∂»£¨‘Ω¥Û‘ΩºØ÷–°£
CPKàD æ¿˝
“‘œ¬ «÷±Ω”¿˚”√ô”—√‚ŸM
CPK
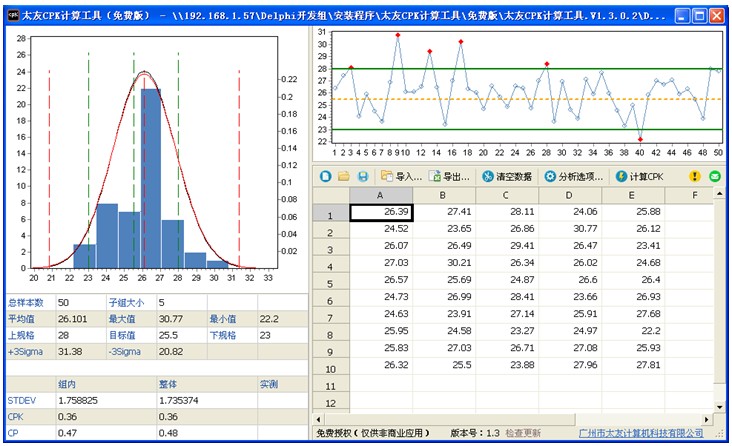
”ãÀ„π§æþ◊‘Ñ”…˙≥…µƒCPK∑÷ŒˆàD±Ì£∫
CPKàD–Œ∑÷Œˆ∑Ω∑®
÷˜“™ «ø¥√ø“ªÇĸc≈cƒøòÀ÷µµƒ±»ð^ÝÓõr£¨∫Õ‘⁄þ@∂ŒïrÈgÉ»(n®®i)∆∑Ÿ|(zh®¨)◊ɪØ∑˘∂»µƒ¥Û–°£¨“‘¿˚”⁄◊ˆ∆∑Ÿ|(zh®¨)π§◊˜µƒøÇΩY(ji®¶)°£
»Áƒ≥Æa(ch®£n)∆∑‘⁄þB¿m(x®¥)…˙Æa(ch®£n)µƒ«Èõrœ¬£¨ƒ≥ÌóπÐ÷∆Ãÿ–‘‘⁄þB¿m(x®¥)2-3ÇÄ‘¬ïrÈgÉ»(n®®i)∂ºþ_µΩªÚ≥¨þ^ƒøòÀ÷µ£¨Ω®◊hÑt÷…˝∆∑Ÿ|(zh®¨)ƒøòÀ÷µ£ª»Á‘⁄þB¿m(x®¥)2-3ÇÄ‘¬É»(n®®i)CPK÷µþ_µΩ2.0“‘…œ£¨ø…¬ì(li®¢n)∫œ∆∑πа¢÷∆‘Ï°¢π§≥ÃÈ_ï˛”ë’ì «∑Òø…úp…Ÿ‘ìÌóπÐ÷∆Ãÿ–‘µƒôzÚû°£
|
