|
’™“™£∫
øÿ÷∆àD
«å¶þ^≥ß|(zh®¨)¡øÃÿ–‘÷µþM––úy∂®°¢”õ‰õ°¢‘uπ¿£¨èƒ∂¯±O(ji®°n)≤Ïþ^≥à «∑ÒÃé”⁄øÿ÷∆ÝÓëB(t®§i)µƒ“ª∑N”√Ωy(t®Øng)”ã∑Ω∑®‘O”㵃àD°£∆‰÷–øÿ÷∆àD∏˘ì˛(j®¥)Ωy(t®Øng)”ãîµ(sh®¥)ì˛(j®¥)µƒÓê–Õ≤ªÕ¨∑÷ûÈ”ã¡ø–Õøÿ÷∆àD≈c”ãîµ(sh®¥)–ÕøÿàD£¨œ¬√ÊŒ“ÇÉ·ò嶔ã¡ø–Õøÿ÷∆àDþM––ΩÈΩB°£
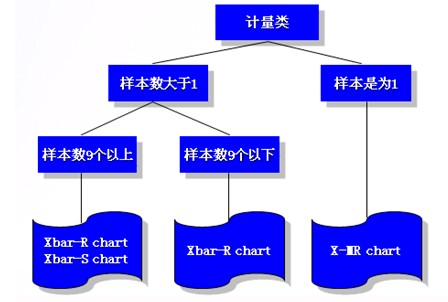
”ã¡ø–Õøÿ÷∆àDµƒ∑÷Óêº∞þx”√∑Ω∑®
∆‰÷–”ã¡ø–Õøÿ÷∆àD∞¸¿®£∫
°§Xbar-R chartæ˘÷µ-òO≤Óøÿ÷∆àD
°§Xbar-S chartæ˘÷µ-òÀú ≤Óøÿ÷∆àD
°§X-MR chart ÜŒ÷µ-“∆Ñ”òO≤Óøÿ÷∆àD
”ã¡ø–Õøÿ÷∆àDµƒøÿ÷∆ΩÁœÞº∞ë™”√’f√˜

’f√˜£∫
1.Xbar-R chart
æ˘÷µ-òO≤Óøÿ÷∆àD
£∫嶔⁄”ã¡øîµ(sh®¥)ì˛(j®¥)∂¯—‘£¨þ@ «≥£”√◊Óª˘±æµƒøÿ÷∆àD°£À¸µƒøÿ÷∆嶜ÛûÈÈL∂»°¢÷ÿ¡ø°¢ºÉ∂»°¢ïrÈg∫Õ…˙Æa(ch®£n)¡øµ»”ã¡ø÷µµƒàˆ∫œ£¨þ@ïrµƒò”±æîµ(sh®¥)°Ð10°£
2.Xbar-S chartæ˘÷µ-òÀú ≤Óøÿ÷∆àD£∫Æîò”±æ»ð¡ø¥Û–°n>10ïr£¨þ@ïrë™”√òO≤Óπ¿”ãøÇÛwòÀú ≤Óµƒ–߬ ΩµµÕ£¨–Ë“™”√SàDÅÌ¥˙ÃÊRàD°£
3.X-MR chart ÜŒ÷µ-“∆Ñ”òO≤Óøÿ÷∆àD£∫þm∫œ”⁄÷ªƒÐ»°“ªÇÄ÷µµƒøÿ÷∆£®»ÁªØ𧵻ö‚Ûw≈c“∫Ûw¡˜≥à Ωþ^≥ã¨Æa(ch®£n)∆∑æ˘ÑÚµƒàˆ∫œ£¨“Ú¥ÀÀ¸≈–îýþ^≥Ã◊ɪصƒÏ`√Ù∂»“≤“™≤Ó“ª–©£©
øÿ÷∆àDþ\”√≤ΩÛE
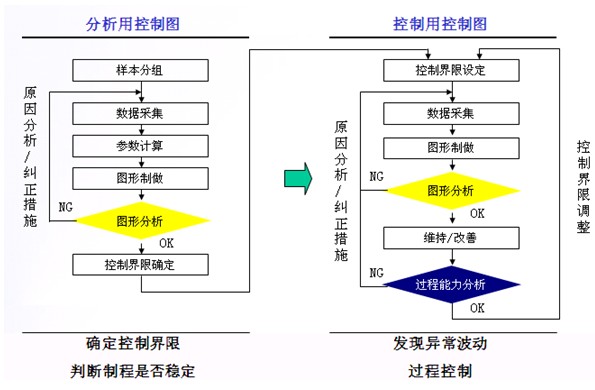
”ã¡ø–Õøÿ÷∆àD «ø…“‘”√¡øæþ°¢Éx±Ìµ»þM––úy¡ø∂¯µ√≥ˆµƒþB¿m(x®¥)–‘îµ(sh®¥)÷µ£¨ø…“‘≥ˆ¨F(xi®§n)–°îµ(sh®¥)°£≥£”√µƒ”ã¡ø÷µøÿ÷∆àD”–£∫æ˘÷µ-òO≤Óøÿ÷∆àD°¢æ˘÷µ-òÀú ≤Óøÿ÷∆àD°¢ÜŒ÷µ-“∆Ñ”òO≤Óøÿ÷∆àD£¨∆‰÷–“‘
X-Røÿ÷∆àD
”√µ√◊Ó∂ý£¨À¸å¶º”π§π§–Ú”–∫Ðè䵃øÿ÷∆ƒÐ¡¶£¨ «øÿ÷∆Æa(ch®£n)∆∑Ÿ|(zh®¨)¡ø◊Óåç”√”––ßµƒ“ª∑Nπ§æþ°£
|