|
’™“™£∫
Ωy”ãþ^≥Ãøÿ÷∆
SPCºº–gƒÐâÚø∆åWµÿÖ^∑÷≥ˆ…˙Æaþ^≥Ã÷–µƒÎSôC≤®Ñ”≈cÆê≥£≤®Ñ”£¨æþ”–≈–îýþ^≥à «∑Ò Ðøÿ°¢‘uÉrþ^≥ÃС¶“‘º∞±Oøÿþ^≥Ã∫ÕÓA∑¿≤ª∫œ∏Ò∆∑Æa…˙µ»π¶ƒÐ£¨±ªèV∑∫ë™”√µΩ∆ÛòIµƒþ^≥Ãøÿ÷∆°£
‘⁄…˙Æaþ^≥Ã÷–£¨”…”⁄»À°¢ôC∆˜°¢≤ƒ¡œ°¢∑Ω∑®∫Õ≠hæ≥£®4M1E£©µ»ª˘±æ“ÚÀÿµƒ”∞Ì루Æa∆∑µƒŸ|¡øÃÿ’˜÷µøÇï˛¥Ê‘⁄“ª∂®≥Ã∂»µƒ≤ÓÆê,Æîþ^≥Ã∑Ä∂®ªÚ’þ Ðøÿïr£¨þ@–©≤ÓÆê÷˜“™”… 4M1EµƒŒ¢–°◊ɪØÀ˘“˝∆µƒÎSôC≤®Ñ”£¨å¶Æa∆∑Ÿ|¡øµƒ”∞Ìëð^–°£¨ø…“‘∫ˆ¬‘£ª∂¯”…∆‰À˚“ÚÀÿ“˝∆µƒÆê≥£≤®Ñ”‘⁄…˙Æa÷–ïr”–ïrüo£¨≤¢üo¥_∂®µƒïrÈg≥ˆ¨F£¨å¶Æa∆∑Ÿ|¡øµƒ”∞Ìëð^¥Û£¨»Áπ˚å¶∆‰þM––◊RÑe≤¢≤…»°¥Î ©º”“‘øÿ÷∆£¨ «ø…“‘±Ð√‚µƒ.
SPCºº–g
æÕ «þx”√þm“ÀµƒΩy”㺺–gªÚ∑Ω∑®å¶…˙Æaþ^≥Ãåç ©Ωy”ãøÿ÷∆£¨Õ®þ^ÌΩy”ã∑÷Œˆ≤∂◊Ωþ^≥Ã÷–µƒÆê≥£œ»’◊£¨º∞ïràÛæØ£¨Õ®þ^‘≠“Ú∑÷Œˆ£¨≤…»°ºm’˝¥Î ©£¨”–·ò嶖‘µÿå¢Æê≥£“ÚÀÿœ˚≥˝‘⁄√»—øÝÓëB÷–£¨èƒ∂¯åç¨F嶅˙Æaþ^≥õƒÓA∑¿∫Õøÿ÷∆£¨þ_µΩ±£◊CÆa∆∑Ÿ|¡øµƒƒøµƒ.
SPCºº–g±Oøÿþ^≥ß|¡øµƒåç¿˝∑÷Œˆ
SMT”°÷∆∞Â∫∏Ω”þ^≥Ã≤ªÉH «ÍPÊIþ^≥ã¨þÄ «Ãÿ ‚þ^≥㨓ÚûÈ”°÷∆∞Â∫∏Ω”þ^≥õƒðî≥ˆ≤ªƒÐΩõù˙µÿ°¢∑Ω±„µÿÚû◊C. Ωõ∑÷Œˆ¥_∂®∫∏¸c»±œðîµûÈ‘⁄æÄøÿ÷∆µƒÍPÊIŸ|¡øÃÿ–‘,√˜¥_∫∏¸c»±œðÓê–ÕûÈÂa…Ÿ°¢Âa∂ý°¢Ãì∫∏°¢¿‰∫∏°¢òÚΩ”°¢¿≠º‚µ».øºë]µΩ»±œðîµûÈ”ãîµîµì˛£¨þxìÒ»±œðîµøÿ÷∆àD(CàD£©±Oøÿ”°÷∆∞µƒ∫∏Ω”Ÿ|¡ø°£œ¬±ÌûÈ”°÷∆∞»±œð“ª”[±Ì£®»±œðîµ≤ª¥Û”⁄ 5 ûÈ∫œ∏Ò):
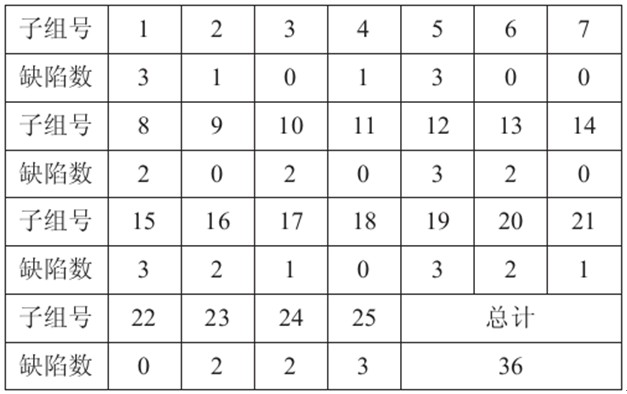
“¿ì˛≥Èò”‘≠Ñt£¨‘⁄æÄøÿ÷∆ò”∆∑µƒ≥È»° «èƒþB¿m…˙Æaµƒ¡˜ÀÆæÄ…œ√ø∏Ù 20 ∑÷Áä≥È»° 5 âK”°÷∆∞£¨π≤≥È»°25ΩM£¨Ωy”ã√øΩM”°÷∆∞µƒ»±œð.”–¡À“‘…œîµì˛∫Û,Œ“ÇÉæÕø…“‘÷±Ω”¿˚”√SPCœµΩyÅÌ嶑ìSMT”°÷∆∞Â∫∏Ω”þ^≥ÃþM––±Oøÿ∑÷Œˆ¡À.œ¬√ÊŒ“ÇÉΩÈΩBë™”√
QSmart SPCÐõº˛
ÅÌ◊ˆ±Oøÿ∑÷Œˆµƒ∑Ω∑®.
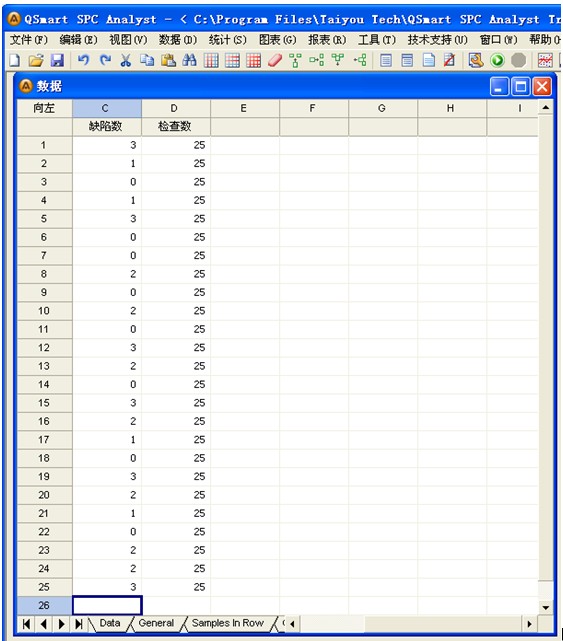
1.∞—îµì˛‰õ»ÎµΩSPCÐõº˛œµΩy÷–
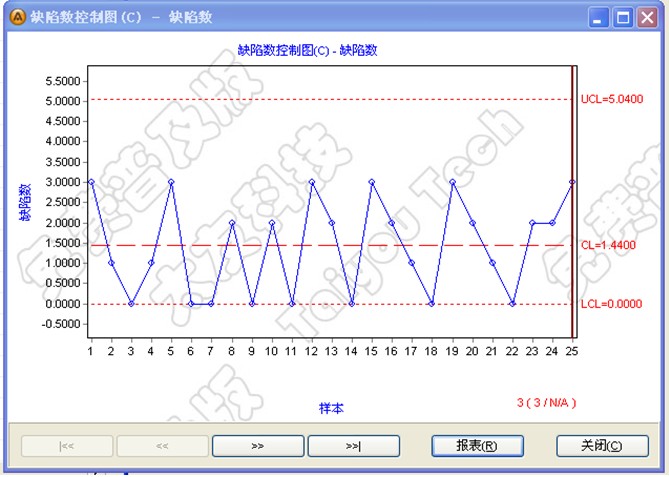
2.þM––»±œðøÿ÷∆àD(càD)∑÷Œˆ,±Oøÿþ^≥à «∑Ò Ðøÿ
lj◊¢:Õ®þ^“‘…œ
øÿ÷∆àD
ø…÷™,ò”±æ∆Ωæ˘»±œðîµûÈ1.44;øÿ÷∆…œœÞUCL=5.04;õ]”–¸c◊”≥¨≥ˆ…œøÿ÷∆ΩÁœÞ£¨±Ì√˜”°÷∆∞Â…˙Æaµƒ»±œðîµÃé”⁄ ÐøÿÝÓëB÷–£¨º¥õ]”–Æê≥£“ÚÀÿ≥ˆ¨F£¨ø…“‘þM––”°÷∆∞Â∫∏Ω”þ^≥ÃС¶µƒ‘uÉr
3.þ^≥ÃС¶∑÷Œˆ
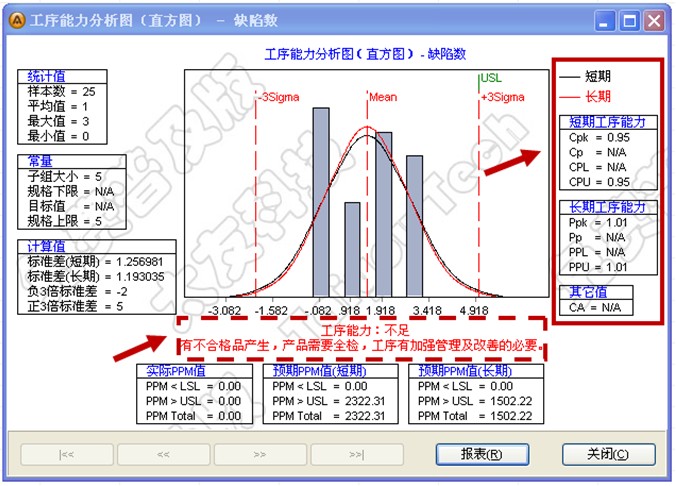
lj◊¢: Õ®þ^…œàDø…÷™,Õ®þ^嶔°÷∆∞Â…˙Æaþ^≥ÃС¶µƒ‘uÉr£¨SMT”°÷∆∞Â∫∏Ω”µƒþ^≥ÃС¶÷∏îµ
CPK
ûÈ0.95,»‘»ª–°”⁄ 1£¨þ@±Ì√˜”°÷∆∞Â∫∏Ω”þ^≥ÃС¶≥ ¨F≤ª◊„£¨”–≤ª∫œ∏Ò∆∑Æa…˙,Æa∆∑–Ë“™»´ôz,π§–Ú”–º”èäπп̺∞∏ƒ…∆µƒ±ÿ“™.
øÇ÷Æ, ë™”√
SPCÐõº˛
±Oøÿþ^≥ß|¡ø,≤ªÉHø…“‘∑Ω±„µÿùM◊„ Ðøÿþ^≥ÃþB¿m±Oøÿ“‘º∞þmïr‘uÉr∆‰þ^≥ÃС¶µƒ–Ë“™£¨þÄø…“‘∑Ω±„µÿΩ“ æþ^≥à «∑Ò–Ë“™åç ©∏ƒþM. ”––ßµÿÓA∑¿≤ª∫œ∏Ò∆∑µƒÆa…˙,ΩµµÕÆa∆∑µƒ≤ª∫œ∏Ò∆∑¬ ∫Õ…˙Æa≥…±æ,÷≤Ω÷∏þ…˙Æaµƒþ^≥ÃС¶£¨±£◊C…˙ÆaŸ|¡ø“ª÷±Ãé”⁄∑Ä∂®ÝÓëB°£
|
